+86-15613040666






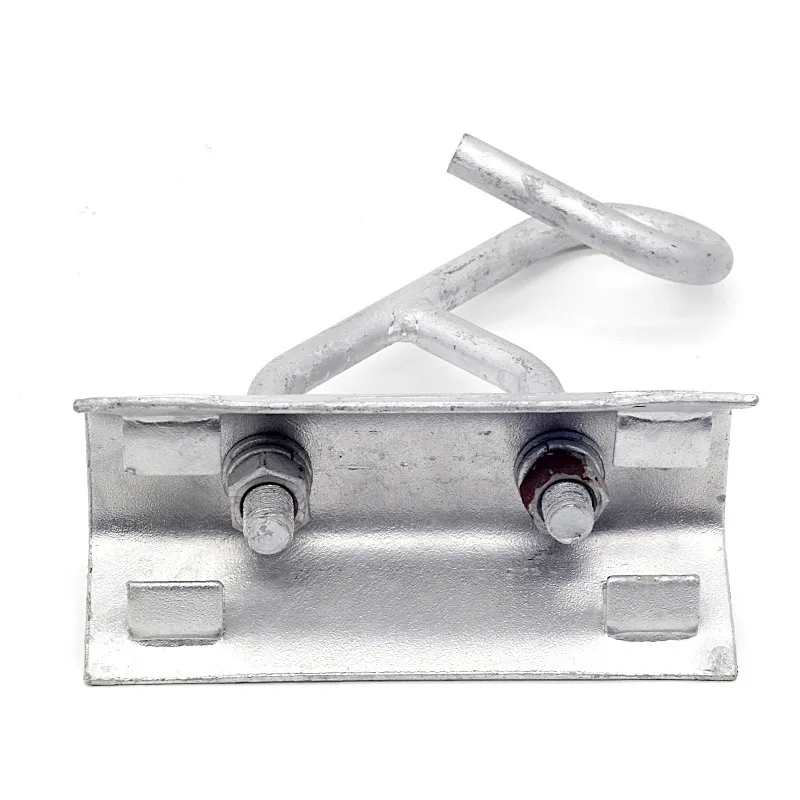
Однопроушинная кованая гайка Гайка с коушем
Если брать нашу однопроушинную гайку с коушем — многие думают, будто коуш здесь чисто для страховки от перетирания троса. На деле же главная фишка в том, как именно проушина взаимодействует с коушем под переменной нагрузкой. У нас в ООО Хэбэй Цзытэ Электротехническое Оборудование бывали случаи, когда заказчики брали аналоги без термообработки — и через полгода в узле крепления ЛЭП появлялись микротрещины. Вот тут-то и понимаешь, что ковка — не просто слово в каталоге.
Почему коуш — это не ?просто втулка?
Коуш в нашей гайке — не пассивный элемент. При сборке узла на опоре важно, чтобы радиус загиба троса точно соответствовал внутреннему контуру коуша. Если взять коуш с увеличенным зазором — вибрация постепенно разобьёт посадочное место. Как-то раз на замену привезли партию где коуши были с допуском +0,8 мм вместо наших стандартных +0,3 мм — пришлось в срочном порядке дорабатывать оснастку.
Материал коуша тоже играет роль. Мы используем сталь 20ГЛ, но некоторые коллеги пробуют сталь 3 — и потом удивляются, почему при ?35°С коуш даёт трещину в месте прессовки. Хотя, казалось бы, разница в цене копеечная.
Кстати, о прессовке — мы перешли на холодную клёпку после того, как в 2018 году партия с горячей запрессовкой начала ?плыть? при длительных нагрузках в coastal zones. Солевой туман плюс вибрация — и через год коуш начинал проворачиваться в проушине.
Ковка против литья: что мы выбрали и почему
Наши гайки всегда кованые — не потому, что так дешевле, а потому что при литье в теле гайки остаются микропоры. Для статичных нагрузок это может и не критично, но в электротехнических конструкциях, где постоянно динамика от ветра и обледенения — литая гайка может лопнуть в самый неподходящий момент.
Особенно это заметно при монтаже переходов через автомобильные дороги — там и вибрация от фур, и дополнительные нагрузки от натяжения. Однажды видел, как литая гайка (не наша, слава богу) треснула по резьбе после трёх месяцев эксплуатации. Вскрытие показало — поры шли прямо от основания резьбы.
Ковку мы ведём на гидравлическом прессе с подогревом заготовки до 850°C — это даёт равномерную структуру металла. Хотя, признаю, для малых партий это не всегда рентабельно — но мы идём на это, чтобы не было потом проблем с клиентом.
Резьба — это не просто ?нарезать и забыть?
С резьбой в однопроушинных гайках часто перемудрят — то шаг уменьшат для ?лучшего зацепления?, то профиль изменят. Мы придерживаемся стандартной метрической резьбы с полным профилем — пусть и с небольшим запасом по высоте зуба. Почему? Потому что в полевых условиях монтажники часто используют ключи с удлинителями — и нестандартная резьба просто срывается при превышении момента затяжки.
Запомнился случай на строительстве подстанции в Хабаровском крае — там привезли гайки с ?улучшенной? резьбой от другого производителя. В итоге половину пришлось выбросить — они либо не накручивались до упора, либо заклинивали на середине. Наши же гайки из партии для ООО Хэбэй Цзытэ Электротехническое Оборудование пошли как по маслу — потому что соблюдали ГОСТ 5927-70 без ?креативных доработок?.
Глубина резьбы — тоже важный момент. Мы делаем на 1,5-2 нитки больше стандарта — это страховка на случай износа. Да, металла уходит чуть больше — но зато клиент не столкнётся с ситуацией, когда гайка ?оголилась? после десяти циклов затяжки-оттяжки.
Антикоррозийное покрытие — какое действительно работает
Горячее цинкование — это классика, но для наших гаек мы используем термодиффузионное цинкование. Разница? При горячем цинковании в области коуша часто остаются непрокрасы — особенно в месте стыка с телом гайки. Термодиффузия же даёт равномерный слой даже в самых ?узких? местах.
Проверяли на солёном распылении в камере — наши гайки держались 1200 часов без белой ржавчины. Для сравнения — гайки с гальваническим цинком начали ржаветь уже на 400-й час. Правда, термодиффузия дороже — но для ответственных объектов вроде магистральных ЛЭП это оправдано.
Кстати, цвет покрытия — матовый серый — многих смущает. Клиенты иногда спрашивают: ?Почему не блестящие??. А потому что блеск — это часто признак гальваники, которая менее стойкая. Наши матовые гайки могут выглядеть менее презентабельно — но зато через пять лет они будут в том же состоянии, что и при монтаже.
Монтажные нюансы, о которых молчат производители
При затяжке однопроушинной гайки с коушем важно не пережать — но и недожим тоже опасен. Мы рекомендуем момент 250-300 Н·м для гаек М24 — но на практике монтажники часто работают ?на глаз?. Поэтому мы добавили на корпус гайки риски — когда они совпадают с метками на коуше, значит достигнут оптимальный момент затяжки.
Ещё одна проблема — ориентация гайки относительно направления нагрузки. Проушина должна стоять строго перпендикулярно вектору силы — иначе коуш начинает работать на излом. Как-то раз видел, как на линии 110 кВ гайку поставили под углом — через полгода коуш лопнул. Хорошо, что обошлось без обрыва провода.
Для сложных условий — например, в сейсмических районах — мы делаем гайки с увеличенным радиусом сопряжения проушины с телом гайки. Это снижает концентрацию напряжений. Недавно как раз поставляли такие для объекта в Иркутской области — там сейсмика до 7 баллов.
Контроль качества — что мы проверяем особо тщательно
Каждую партию гаек мы пропускаем через ультразвуковой контроль — особенно зону перехода от тела гайки к проушине. Именно здесь чаще всего образуются внутренние дефекты. Раз в квартал отправляем образцы на испытания в лабораторию — на растяжение до разрушения.
Твёрдость по Бринеллю — обязательно проверяем в трёх точках: у основания резьбы, в теле гайки и в зоне коуша. Разброс не должен превышать 15% — иначе это говорит о неравномерной термообработке.
Раз в год проводим испытания на усталость — гайку циклически нагружаем с частотой 5 Гц до 100 тысяч циклов. Если после этого нет трещин — партия идёт в работу. Кстати, после таких испытаний мы иногда вносим мелкие изменения в технологию — например, увеличили радиус галтели в последней партии для dljj.ru.
Вместо заключения: почему мы не гонимся за ?инновациями?
В нашем деле главное — надёжность, а не новизна. Технология производства однопроушинных гаек с коушем отработана десятилетиями — и если что-то менять, то только обоснованно. Мы в ООО Хэбэй Цзытэ Электротехническое Оборудование пробовали и лазерную закалку, и новые марки стали — но всегда возвращались к проверенным решениям.
Конечно, иногда хочется сделать ?как у других? — тоньше стенки, легче вес. Но когда видишь, как наши гайки служат по 20-30 лет без замены — понимаешь, что лучше стабильного качества ничего нет.
В конце концов, электротехническая арматура — это не тот случай, где можно экспериментировать. Лучше сделать чуть дороже, но так, чтобы спать спокойно. Как говорится, скупой платит дважды — а в нашем случае последствия могут быть куда серьёзнее.
Соответствующая продукция
Соответствующая продукция