+86-15613040666






изготовление крепежных изделий
Когда говорят про изготовление крепежных изделий, многие представляют просто токарный станок и пруток металла. На деле же для электротехнических нужд каждый винт или шпилька должны выдерживать не только механические нагрузки, но и агрессивные среды, вибрации, перепады температур. Вот где начинаются настоящие тонкости.
Сырье и его подводные камни
Начну с банального, но важного наблюдения: даже нержавеющая сталь марки А2 и А4 ведет себя по-разному при обработке. Для линий электропередач, особенно в приморских регионах, лучше А4 – устойчивее к солевым туманам. Но есть нюанс: при фрезеровке под электроизоляторы А4 дает более ломкую стружку, приходится снижать скорость резания.
Помню, как на одном из проектов для ООО Хэбэй Цзытэ Электротехническое Оборудование пришлось переделывать партию талрепов – заказчик жаловался на трещины в резьбе. Оказалось, виной не термообработка, а мелкие включения в стали. С тех пор всегда требую протоколы химического анализа для каждой партии проката.
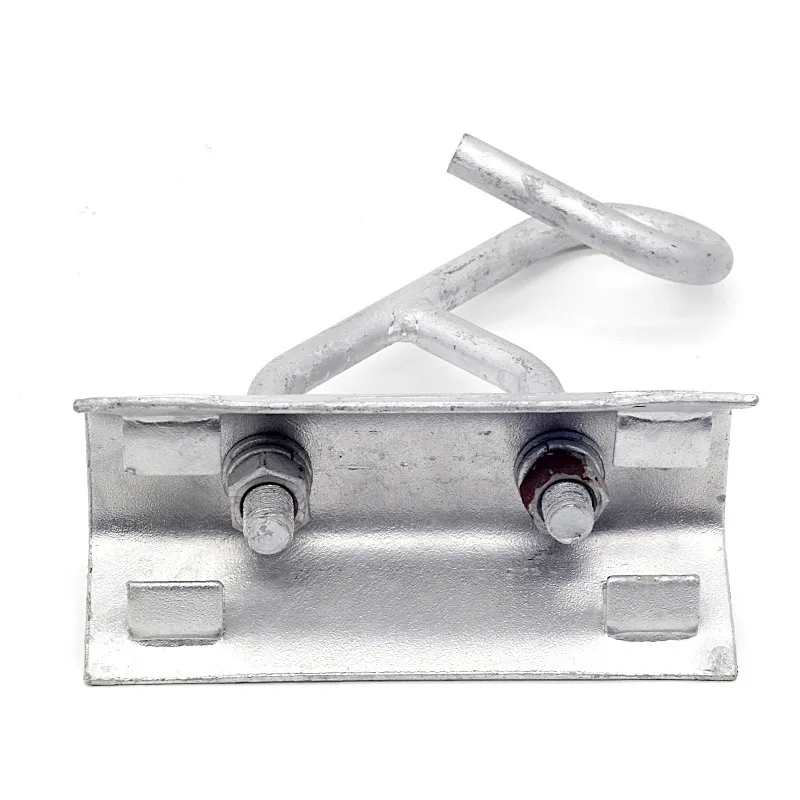
Иногда для ответственных узлов, например, крепления изоляторов на ВЛ 110 кВ, идем на компромисс: используем углеродистую сталь с горячим цинкованием. Толщина покрытия критична – если превысить 100 мкм, проблемы с сборкой, если меньше 70 – коррозия проявится через сезон.
Точность vs производительность
В массовом производстве, как у китайских коллег из Ханьданя, часто жертвуют точностью в угоду скорости. Но для электротехнического крепежа такой подход недопустим. Допуск на шаг резьбы даже для обычной стяжки должен быть не грубее 6g, иначе при вибрации соединение ослабнет.
Особенно сложно с нестандартной арматурой – например, кронштейнами для крепления оптических кабелей. Тут без 3D-моделирования и пробных образцов не обойтись. Однажды сделали партию без учета линейного расширения алюминиевого кабеля – через месяц на опорах появились трещины.
Сейчас для таких задач используем инженерные расчеты + практические испытания. Кстати, на сайте dljj.ru есть хорошие примеры подобных решений – видно, что люди сталкивались с реальными проблемами монтажа.
Контроль качества на каждом этапе
Многие недооценивают важность контроля сырья. Лично убедился: даже сертифицированный металлопрокат может иметь внутренние дефекты. Внедрили ультразвуковой контроль для ответственных деталей – снизили брак на 7%.
Для крепежа дорожных ограждений требования попроще, но здесь свои нюансы. Например, оцинкованные болты для перил должны иметь равномерное покрытие без наплывов – иначе через год появятся очаги коррозии.
Самое сложное – поймать 'плавающий' брак. Бывает, что партия проходит все испытания, а в полевых условиях отдельные изделия лопаются. Приходится хранить образцы от каждой производственной смены – если появляются рекламации, всегда можно найти корень проблемы.
Специфика для разных отраслей
В телекоммуникационном оборудовании требования к крепежу особые – помимо прочности, важна электромагнитная совместимость. Например, крепления для антенных мачт должны иметь гальваническую развязку от несущих конструкций.
Для горнодобывающих предприятий акцент на ударную вязкость. Стандартные DIN-болты часто не выдерживают – разрабатываем усиленные версии с увеличенным радиусом под головкой.
Интересный опыт был с железными присоединениями для контактных сетей. Казалось бы, простой узел, но здесь динамические нагрузки в разы выше статических. Пришлось полностью пересмотреть систему фиксации – добавить стопорные шайбы особой формы.
Технологические тонкости
При изготовлении крепежных изделий для электрофарфоровых изоляторов важно соблюдать тепловое расширение. Сталь и фарфор имеют разные коэффициенты – без специальных компенсаторов изолятор треснет при первом же нагреве от тока.
Для проволоки ограждений автострад используем особый режим патентирования – это дает оптимальное сочетание прочности и пластичности. Обычная катанка не подходит – при натяжении либо рвется, либо слишком сильно провисает.
Сейчас экспериментируем с полимерными покрытиями для крепежа дорожных знаков. Порошковая краска держится лучше жидкой, но требует идеальной подготовки поверхности. Пока добились срока службы 12 лет без потери цвета – неплохой результат для уличных условий.
Перспективы и вызовы
Современное изготовление крепежных изделий все больше уходит в сторону индивидуальных решений. Типовые DIN-детали постепенно уступают место специализированному крепежу, особенно в электротехнической отрасли.
Основная сложность – найти баланс между ценой и надежностью. Например, для сельских сетей можно упростить некоторые элементы, но без потери несущей способности. Тут пригодился опыт китайских производителей из промышленной зоны Юннянь – их подход к оптимизации конструкций действительно эффективен.
Думаю, в ближайшие годы нас ждет переход на 'умный' крепеж – с датчиками натяжения, RFID-метками. Но это уже тема для отдельного разговора. Пока же важно не забывать основы: качественное сырье, точная обработка и строгий контроль.
Соответствующая продукция
Соответствующая продукция